The Ultimate Guide To Hon Hai Precisions
Wiki Article
An Unbiased View of Mfg
Table of ContentsThe Facts About Lean Manufacturing RevealedSee This Report about Lean ProductionLean Production - An OverviewThe Single Strategy To Use For Plastic ManufacturingThe Only Guide to Die CastingEverything about Die Casting
The message on this web page is a sample from our complete White Paper 'Injection Moulding for Customers' - * Sample message * - for full overview click the download switch above! Introduction This overview is intended for people who are looking to resource plastic mouldings. It provides a much needed understanding into all that is involved with producing plastic parts, from the mould tool called for to the moulding procedure itself.If you wish to explore better, the overview covers sorts of mould tools, as well as unique completing processes such as colours & plating. Words that are highlighted can be discovered in the reference in the appendix ... Component I: Moulding: The Fundamentals The Advantages of Shot Moulding Plastic shot moulding is an extremely accurate procedure that uses a number of advantages over various other plastic handling approaches.
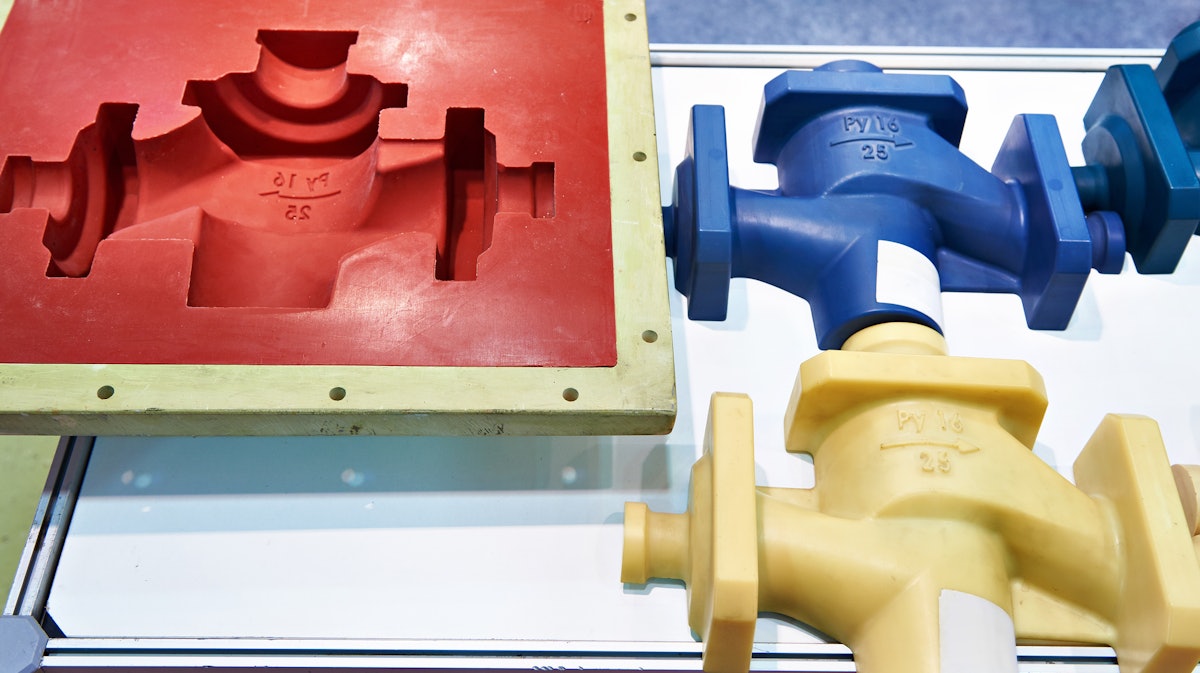
Accuracy is excellent for extremely detailed parts. Compared to other methods, moulding allows you to incorporate even more features at very tiny tolerances. Look at the picture to the right. die casting. You can hold this moulding in the hand of your hand and also it has employers, ribs, metal inserts, side cores and also holes, made with a gliding shut down attribute in the mould tool.
The 10-Minute Rule for Plastic Manufacturing

The 9-Minute Rule for Plastic Manufacturing
from material feed Product melting; material injectionProduct cooling time cooling down ejection to the re-closing of the mould tool ready device the next cycle. Draft angles - The walls of a moulded part ought to be a little tapered in the instructions in which the part is ejected from the mould tool, to enable the part to be expelled conveniently.Ejector stroke - The pushing out of ejector pins to eject the moulded part from the mould tool. Ejector stroke rate, size and also timing requires to be very carefully managed to avoid damage to the ejectors and mould tool, yet at the very same time make the moulding cycle as brief as possible.
The Ultimate Guide To Manufacturing Industries
Ribs - contract manufacturing When a plastic part has slim wall surfaces, ribs are added to the design to make the thin walls more powerful Side cores - Side activity which generates an attribute on a moulded component, at an opposing angle to the typical opening direction of the mould tool. hon hai precision. The side core requires to be able to withdraw as the plastic component can not be ejected otherwise.
Wall surfaces - The sides of a moulded component The message on this web page is a sample from our full White Paper 'Shot Moulding for Customers'.
Shot moulding is commonly made use of for producing a variety of components, from the tiniest elements to whole body panels of vehicles. Injection moulding utilizes a special-purpose machine that has three components: the injection system, the mould and the clamp.
Die Casting Fundamentals Explained
, with the volume utilized of the former being significantly higher.: 13 Thermoplastics are prevalent due to features that make them extremely appropriate for injection moulding, such as convenience of recycling, adaptability for a broad variety of applications,: 89 and capability to soften as well as stream on heating.In numerous dental caries moulds, each check here tooth cavity can be identical as well as form the very same components or can be distinct and also develop multiple various geometries during a solitary cycle. Moulds are typically made from device steels, but stainless-steels as well as aluminium moulds are ideal for sure applications. Aluminium moulds are commonly ill-suited for high quantity production or get rid of narrow dimensional resistances, as they have inferior mechanical properties as well as are much more vulnerable to use, damages, and contortion throughout the injection and also clamping cycles; nevertheless, aluminium moulds are economical in low-volume applications, as mould manufacture expenses and also time are significantly minimized.
When enough material has gathered, the product is compelled at high stress and velocity into the part forming tooth cavity. The specific quantity of contraction is a function of the resin being utilized, as well as can be reasonably foreseeable. To avoid spikes in pressure, the process typically utilizes a transfer position corresponding to a 9598% full this post cavity where the screw shifts from a continuous speed to a continuous pressure control.
9 Simple Techniques For Manufacturing
When the screw gets to the transfer position the packing pressure is applied, which completes mould dental filling as well as makes up for thermal contraction, which is rather high for thermoplastics loved one to many other materials. The packaging stress is applied until eviction (dental caries entrance) strengthens. As a result of its little dimension, the gate is usually the top place to strengthen through its entire thickness.: 16 Once eviction solidifies, no even more material can enter the dental caries; accordingly, the screw reciprocates as well as gets material for the next cycle while the product within the mould cools down to make sure that it can be ejected as well as be dimensionally steady.Report this wiki page